 156 157 26812
156 157 26812
156 157 26812
156 157 26812
發(fā)布時間:2023-05-06 發(fā)布人:admin 閱讀數(shù):(42) TAG:滾筒輸送機(jī) 輸送機(jī) 滾筒

版權(quán)所有:青島樂途行工業(yè)設(shè)備有限公司 魯ICP備2021042194號 商務(wù)聯(lián)系:0532-68806228 移動:156 157 26812 Email:15615726812@163.com
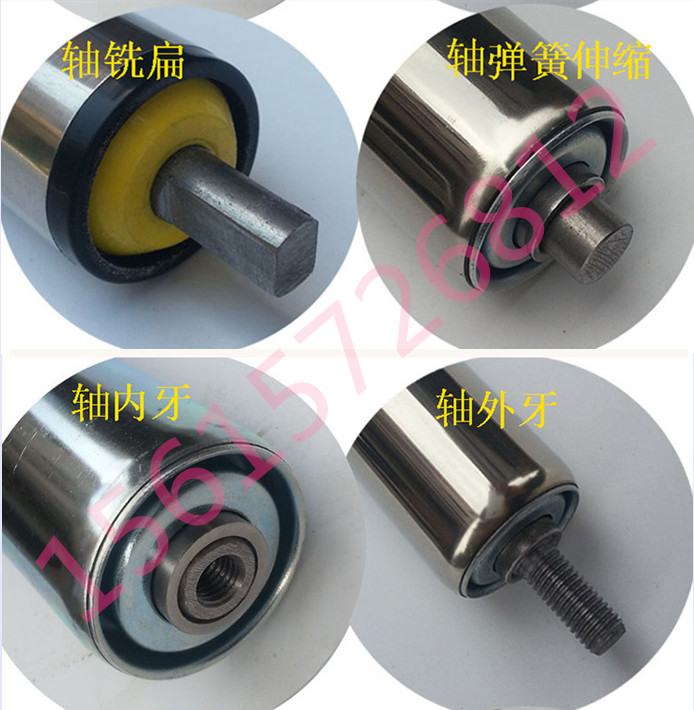
滾筒輸送機(jī)∣輥筒輸送機(jī)∣滾筒流水線滾筒輸送線∣∣輥道輸送機(jī)∣無動力滾筒輸送機(jī)∣包膠輥筒∣伸縮滾筒輸送機(jī)∣動力滾筒輸送機(jī) 積放滾筒輸送機(jī)